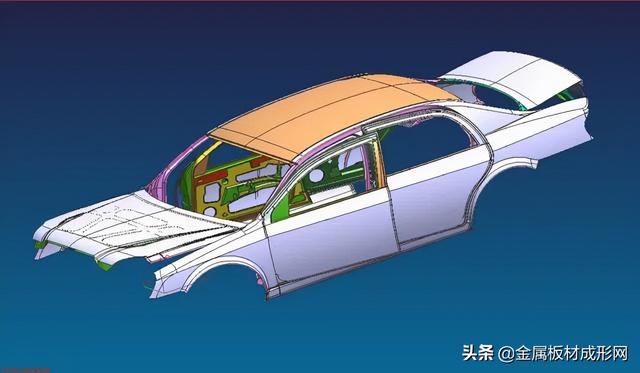
無論是做管理還是做技術,想做好汽車生產,首先要對車了解,下面一組圖片讓你秒懂車身結構!
車身外覆蓋沖壓件
包含四門、兩蓋、翼子板左右、側圍左右、頂蓋,其中對稱件6個,非對稱5個,8個活裝件,3個焊裝件,油箱蓋總成也是活裝件,而且是具有A級曲面的外板。
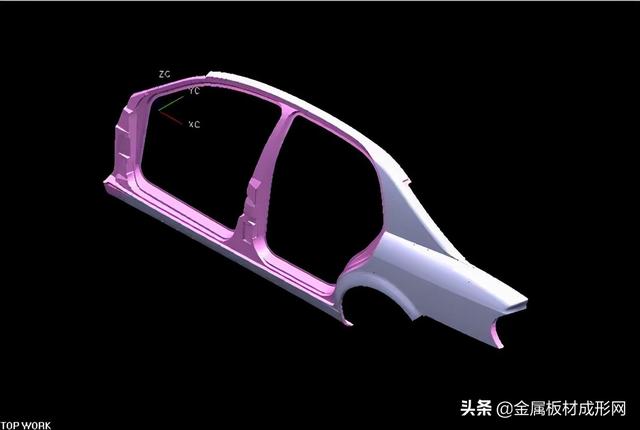
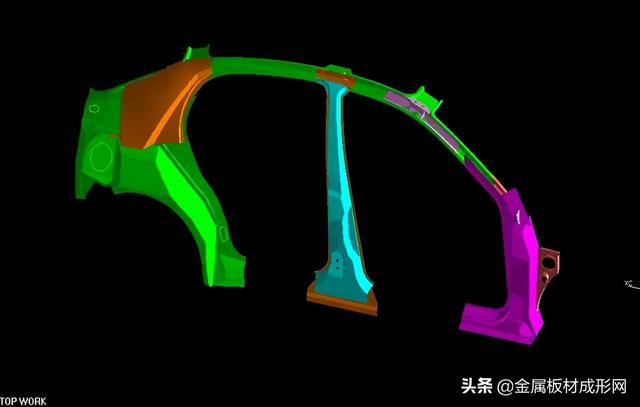
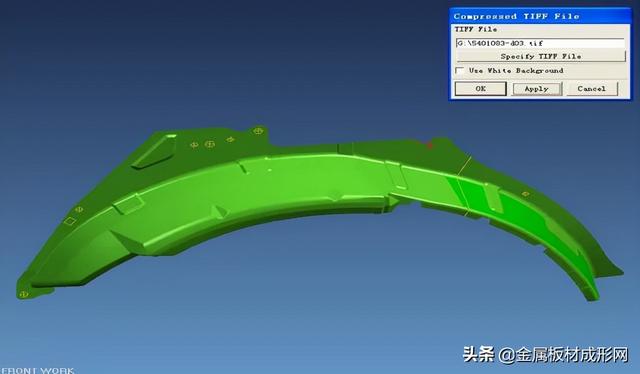
1、整體側圍(左、右)
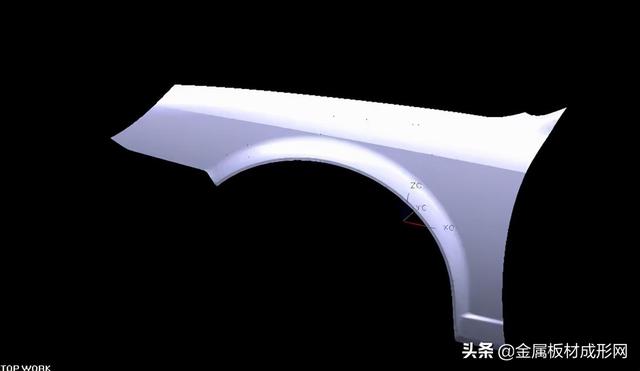
2、翼子板(左、右兩件)
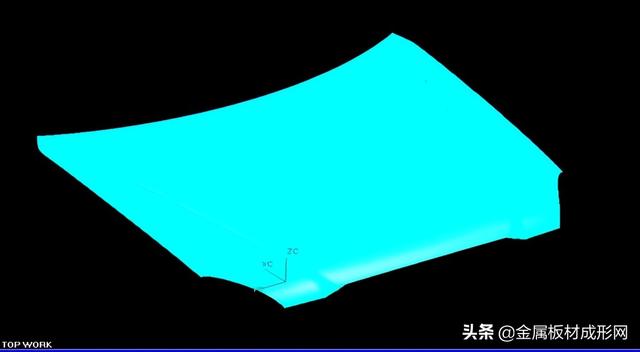
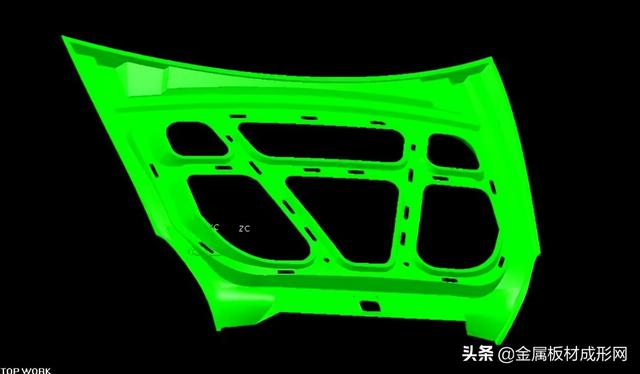
3、機蓋外板
4、機蓋內板
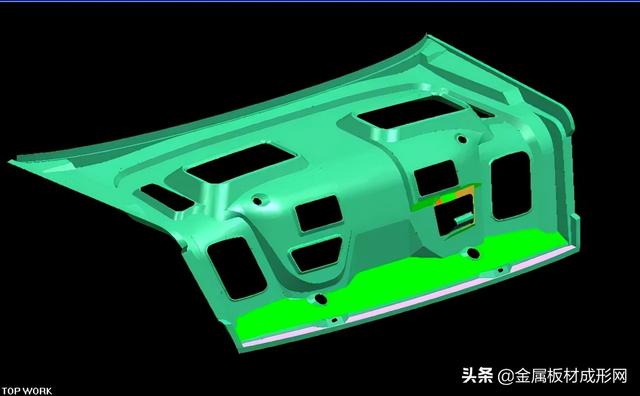
5、行李箱外板
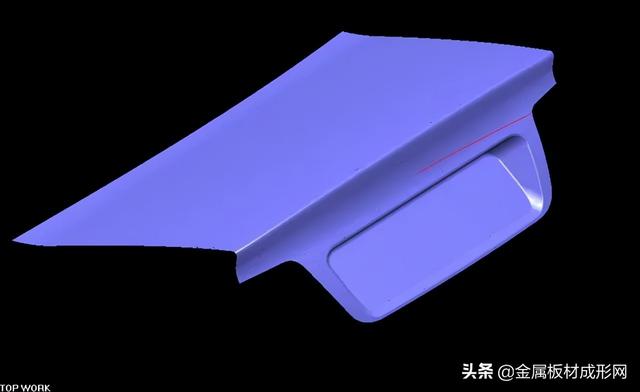
6、行李箱內板
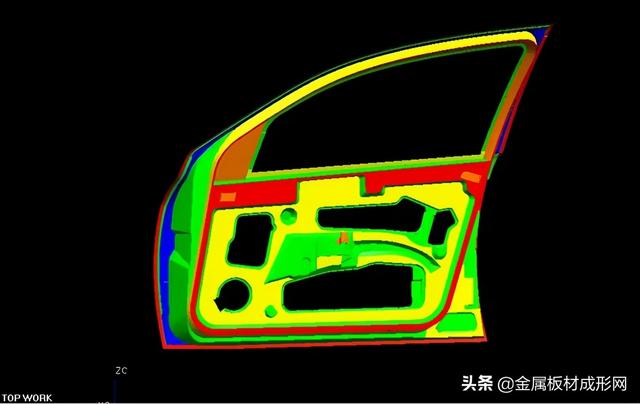
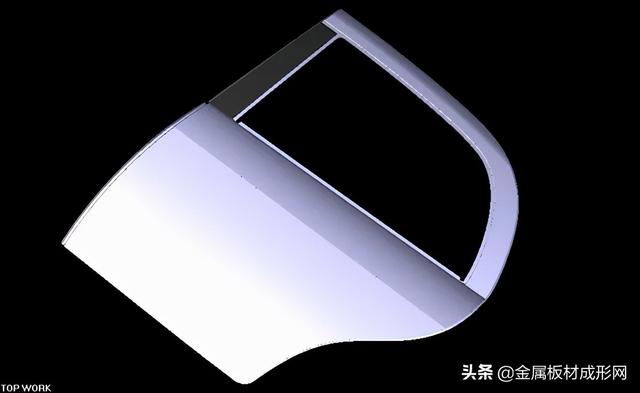
7、前門外板(左、右)
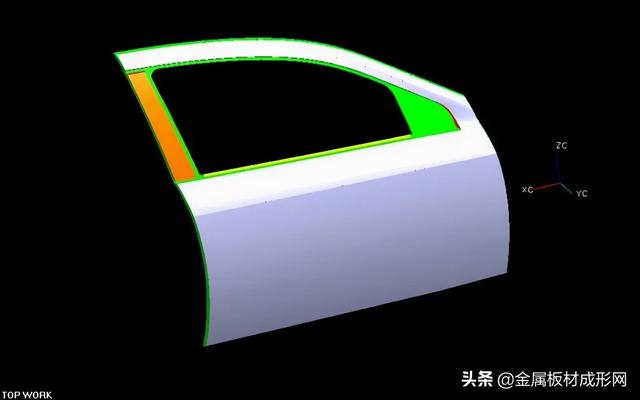
8、前門內板(左、右)
9、后門外板(左、右)
10、后門內板(左、右)

11、頂蓋
車身內飾板
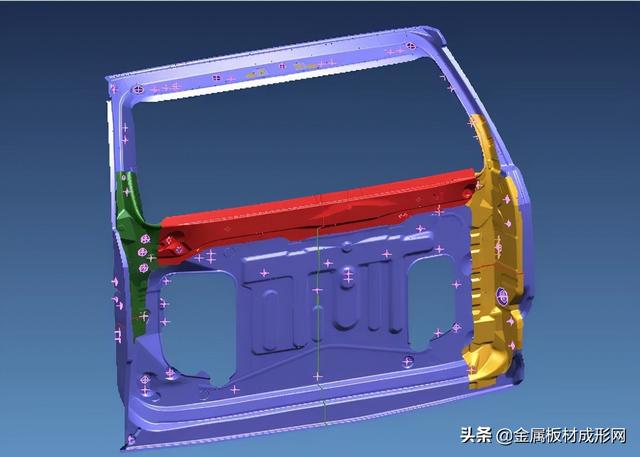
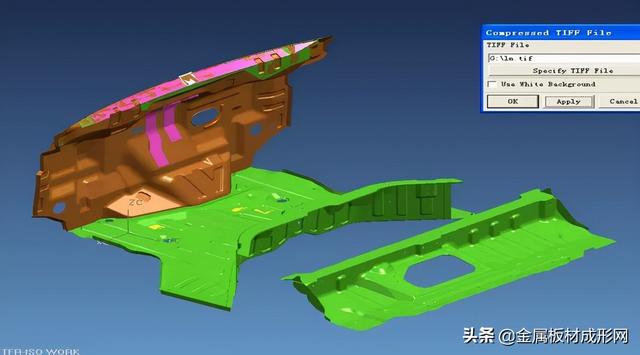
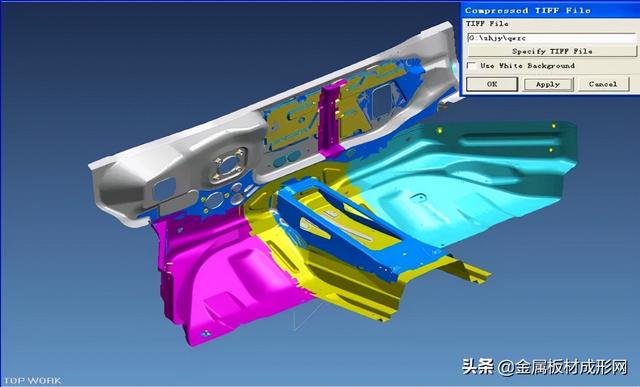
焊接白車身總成(除了外板的側圍、頂蓋)
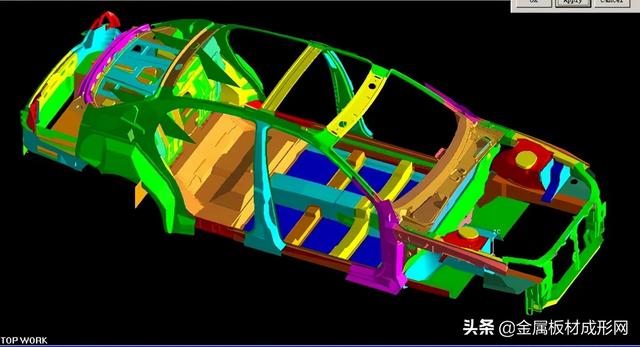
1、發動機艙總成
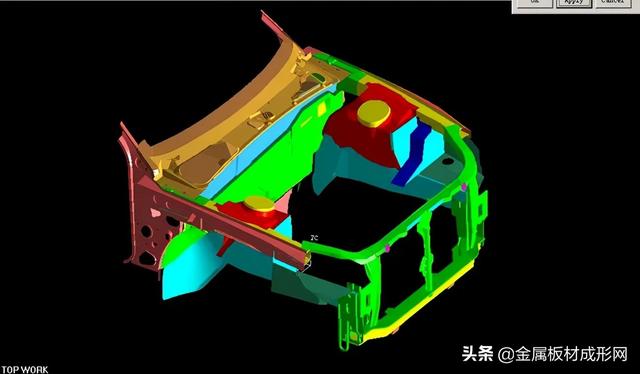
2、行李艙總成
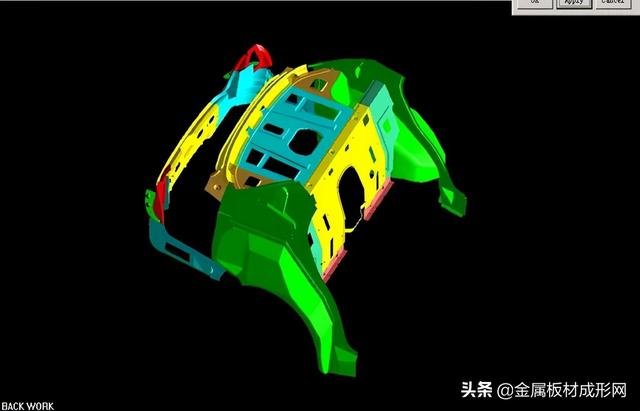
3、側圍內板總成
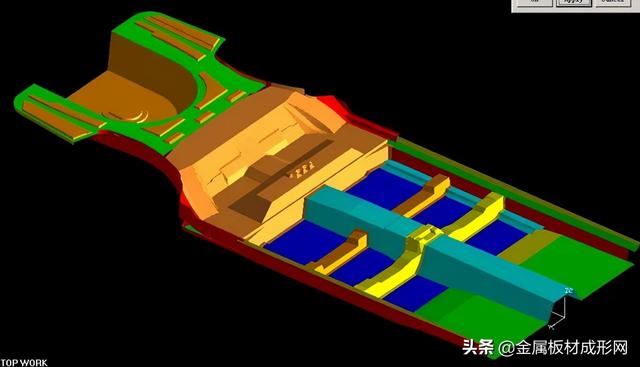
4、地板總成
中小型板件
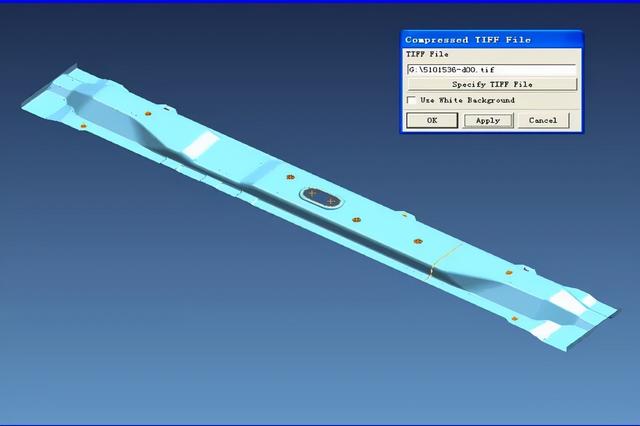
1、中型加強板
2、小型加強板
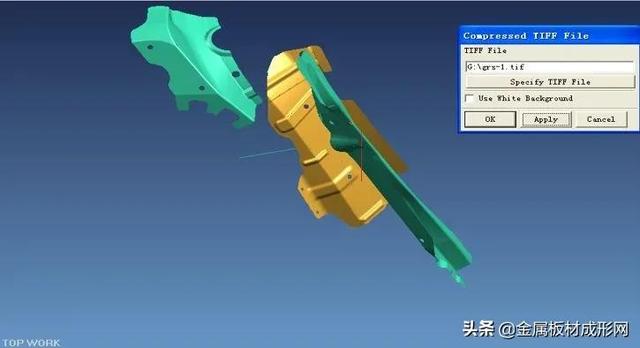
3、小型支架類
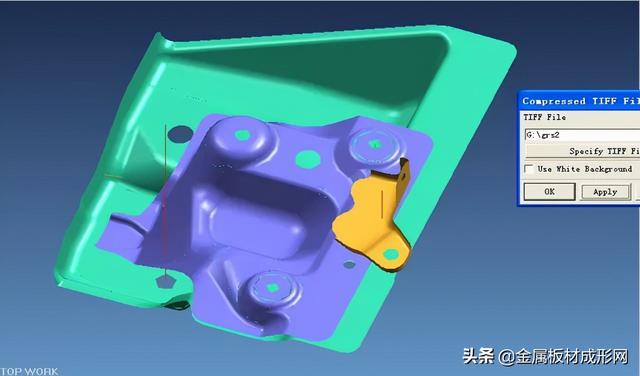
4、地板類
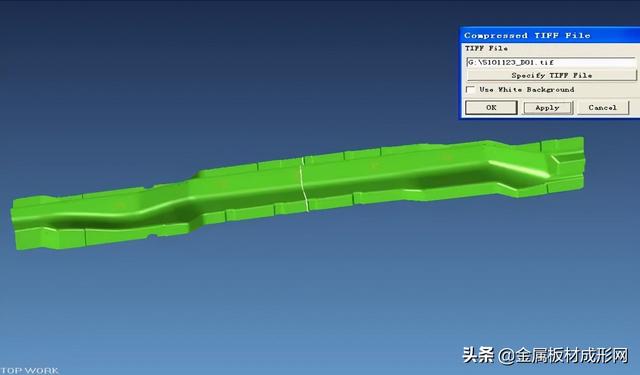
5、加強梁

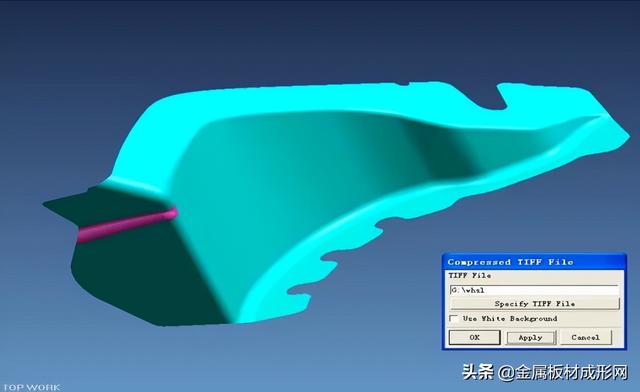
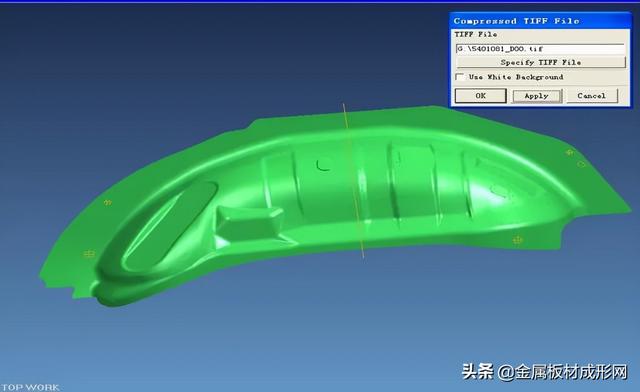
6、輪罩內外板
7、前圍總成
8、懸掛總成
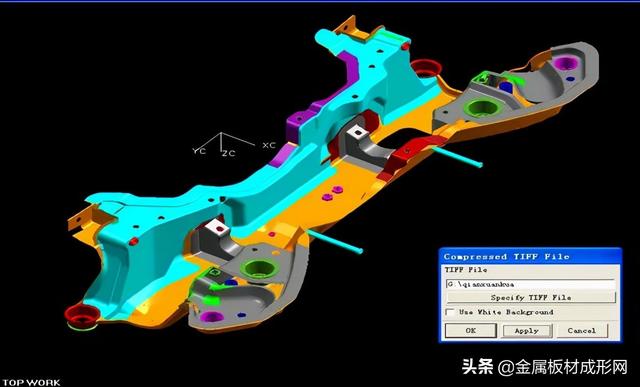
9、油箱蓋總成
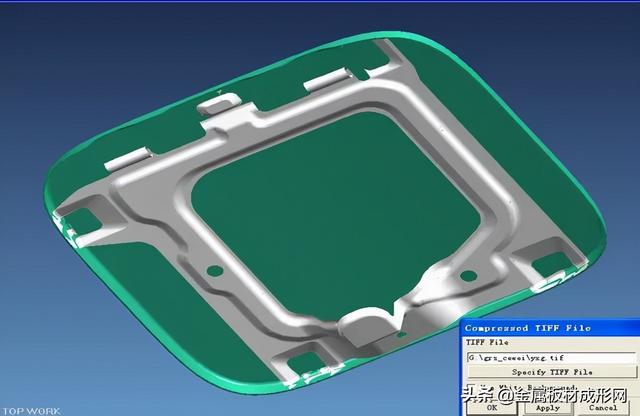
沖壓工藝
沖壓生產工藝是將鋼板沖壓成汽車的車身主體,即車身覆蓋件及結構件的過程。沖壓是一種傳統的材料成型工藝,伴隨著汽車行業的發展,沖壓工藝大規模應用在制造業。沖壓工藝大大的提高了材料成型的精度和效率,就拿汽車行業為例,沖壓成型每5s就能沖一個零件,而且零件精度普遍能達到95%以上。

沖壓工藝的發展有賴于模具技術的進步,20世紀60年代以來,計算機技術進步及在制造行業的應用,CAD、CAE、CAM等計算機輔助系統,汽車模具的開發和制造效率有了極大的改善,大型5軸加工中心的加工精度達到0.01mm,伺服壓力機也為模具調試和零件成型帶來了極大的便利。
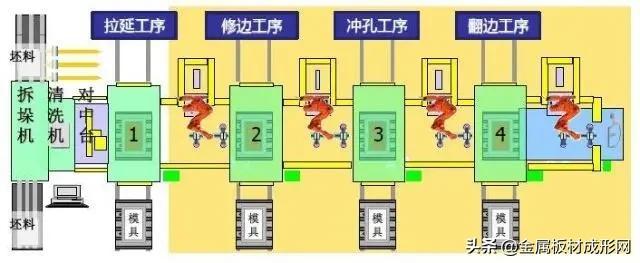
汽車零件的沖壓工藝一般包括四個過程:拉延工序、修邊工序、沖孔工序和翻邊工序。每個工序對應一套模具,有時候為了節約成本,為將后面的修邊沖孔工序一套模具做出來,壓縮成三工序成型。
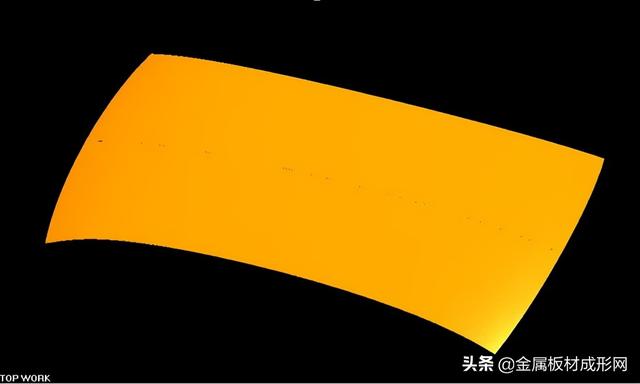
拉延工序是主要的成型工序,通過拉延工序,零件的主要形狀基本形成,此外,拉延成形后的零件通過形變強化,可以獲得一定的強度和剛度。
修邊工序主要是切除拉延工序多余的輔料,如拉延筋、工藝補充面等。
沖孔工序顧名思義,是沖零件上的孔,對于一些復雜的車門內板模具,沖孔工序可能要沖100多個孔,精度要求高,工藝難度大。
翻邊工序主要是將零件四周的邊翻起,供后面包邊工序或后續裝配使用。

免責聲明:文章因轉載眾多,或無法確認真正原始作者,如涉及作品版權問題,請與我們聯系,我們將在第一時間協商版權問題或刪除內容!內容僅代表作者個人觀點,并不代表本公眾號贊同其觀點和對其真實性負責